Rapid protoype and production-grade assemblies optimized for local high-tech and industrial clients.
Boston is a global powerhouse for hardware engineering, powered by academic titans like MIT and Harvard and fueled by pioneering firms along Route 128 and in Kendall Square. From advanced robotic systems and medical device manufacturing to clean energy generation, the demand for precision electronics has never been higher.
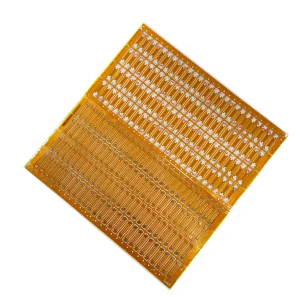
While multi-layer boards capture the headlines, Single-Sided and Double-Sided PCBs represent the workhorse configurations of Boston’s high-tech manufacturing base. These classic formats are critical for high-voltage power supplies, sensor matrices, analog audio equipment, and high-frequency communication modules where structural simplicity translates to thermal resilience and reliable signal paths.
As local hardware startups scale from early prototype testing to mass deployment, they face the classic "Boston Dilemma": how to balance the speed and accessibility of local engineering with the scale, cost efficiency, and high volume capacity of global exporters.
A deep dive into our manufacturing infrastructure, supply chain capabilities, and strict quality control processes.
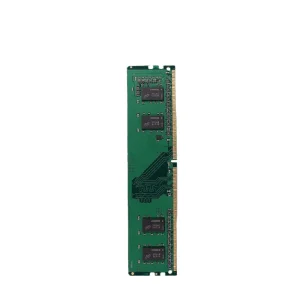
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.




How technological advancements and geo-economic shifts are defining the future of double and single-sided PCB procurement.
Modern electronics run hotter. Single-sided and double-sided boards are rapidly evolving to integrate metal cores (like aluminum) and specialty high-frequency substrates (such as Taconic and Rogers) to handle high wattages without thermal degradation.
Rigid-flex interfaces and high-density packaging allow simple double-sided board layouts to achieve performance levels that previously required 4 to 6-layer conventional rigid boards, significantly dropping design and material overhead.
Advanced Chinese manufacturing bases offer highly integrated systems that combine component sourcing, automated SMT patch processing, testing, and shipping logistics into a unified workflow, minimizing risks from global supply chain fragmentation.
To mitigate supply chain shocks, Boston based OEM and ODM developers are looking for partners who don't just print green boards, but provide end-to-end component sourcing, complex assembly, and rigorous testing validation. Because Memvora maintains contracts with more than 1,280 component suppliers, we bypass regional shortages that halt local Boston manufacturing projects. Our SMT operations are structured to offer rapid component replacement, fast prototyping cycles, and seamless transitions into production-grade volumes.
From double-sided breadboards to robust server RAM modules, explore our full export catalog.
Technical answers regarding PCB material selection, copper weights, shipping logistics to Boston, and QA standards.
Single-sided PCBs feature a conductive copper trace layer on only one side of the dielectric substrate, ideal for simple, cost-constrained designs. Double-sided PCBs have copper traces on both sides, connected by plated through-holes (vias). This enables higher circuit density, more complex routing configurations, and better component density suitable for modern industrial controllers, power supplies, and network devices.
Yes. We specialize in aluminum substrate PCBs (such as our Taconic high-frequency and thermal series). Aluminum core boards are highly recommended for new energy photovoltaic inverters, LED power systems, and high-performance server power distribution blocks because they dissipate heat significantly faster than traditional FR4 substrates.
We follow a rigorous five-stage QA program overseen by our 42 quality control inspectors. Every single module and circuit assembly undergoes 100% functional testing, thermal burn-in testing, compatibility testing with host machines, signal integrity analysis, and accelerated lifetime aging tests prior to worldwide air-freight export.
We support extensive customization, including private labeling, customized PCB solder mask colors, heat spreader designs, unique capacity configurations, and custom retail or industrial bulk packaging. Our SMT engineers work directly with your Gerber and BOM data to optimize manufacturing cycles.
Prototypes are typically processed within 5 to 7 working days. Once approved, mass production orders are shipped via express international air freight (such as DHL, FedEx, or UPS), reaching the Boston metropolitan area within 3 to 5 business days after leaving our facility.