In the era of hyper-scale datacenters, AI-driven computational workflows, and globalized multi-tenant cloud storage infrastructures, the performance demands on backend hardware have intensified exponentially. Enterprise cloud storage systems are no longer merely collection points for slow, rotary hard disks; they are now complex arrays of NVMe SSDs, high-throughput volatile DRAM caches, and powerful Multi-Core host processor platforms that manage massive metadata layers in real time. For procurement departments and systems integrators worldwide, locating reliable Chinese factories specializing in high-speed DRAM modules, reliable server thermal components, and custom PCBA (Printed Circuit Board Assemblies) is key to building cost-effective, high-uptime storage topologies.
Information Gain Insight: The performance of enterprise-level cloud storage arrays relies directly on two key hardware parameters: memory access bandwidth (reducing IOPS latency in deduplication databases) and thermal dissipation efficiency (mitigating thermal throttling of NVMe storage controllers and processing units).
Modern cloud infrastructure architectures rely on high-capacity memory banks to run real-time compression algorithms, distribute indexing structures, and handle flash translation layers. Our factory addresses this challenge directly. As a leading manufacturer of DRAM modules and server-specific subcomponents, we enable cloud vendors to maintain superior system availability. With components ranging from high-bandwidth DDR5 modules to advanced heatsink units optimized for high thermal design power (TDP) architectures like LGA4677 and LGA4189, we provide the foundational hardware that powers next-generation storage nodes.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
To understand why memory modules and cooling solutions are integral to a "Cloud Storage System," we must examine the server architecture of modern data centers. Hyperscale cloud storage systems utilize distributed filesystems (like Ceph, GlusterFS, or proprietary hyperscaler architectures) that require substantial RAM pools for handling lookup indexes, deduplication tables, and write buffers.
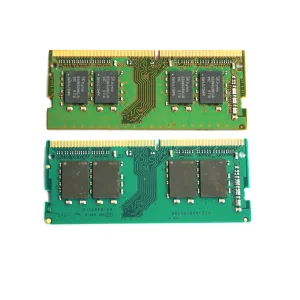
With data transfer rates reaching 5600MHz and 6000MHz, DDR5 provides double the bandwidth of DDR4, enabling faster data processing for high-volume NVMe caches and multi-tenant virtualization layers.
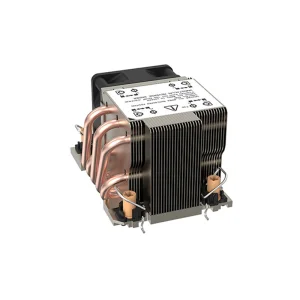
As server processors run up to 300W–400W TDP, active copper-pipe radiators and liquid-cooling blocks (for socket platforms like LGA4677/LGA4189) ensure continuous operation without thermal throttling.
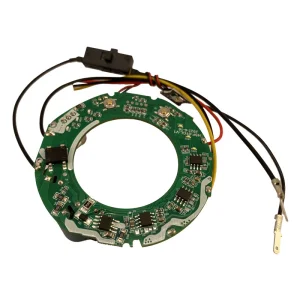
Multi-layered PCB configurations with precise surface-mount component positioning guarantee signal integrity, reducing bit flips and data corruption risks in 24/7 server environments.
The transition from DDR4 to DDR5 is not just about raw frequency increases. DDR5 introduces major architectural improvements, including on-die ECC (Error Correction Code) and dual 32-bit subchannels. On-die ECC manages single-bit errors within the DRAM integrated circuit itself, reducing the error-correction overhead on the CPU memory controller. Furthermore, DDR5 shifts power management from the motherboard to the module via an onboard Power Management Integrated Circuit (PMIC). This PMIC architecture ensures precise power regulation, lowering overall power consumption and minimizing voltage fluctuations—critical factors for dense enterprise rack mount storage systems.
Modern server CPUs designed for PCIe Gen5 routing and intensive AI data management generate significant heat. Standard aluminum block heatsinks are no longer sufficient. Our manufacturing line produces LGA4677 and LGA4189 cooling modules that feature pure copper bases, nickel-plated composite heat pipes, and high-density aluminum fins. For ultra-dense 2U or 4U rackmount servers, our liquid cooling blocks feature optimized internal micro-channel structures. These designs maximize heat absorption from CPU dies and transfer it directly to secondary cooling loops, protecting adjacent solid-state drives and memory banks from thermal degradation.
Global systems integrators and cloud providers require consistent reliability, fast lead times, and comprehensive quality control when sourcing hardware from China. Establishing a robust supply chain demands an understanding of key criteria that differentiate high-quality components from sub-standard products. Our team supports cloud clients with direct solutions tailored to these challenges:
Through our comprehensive OEM/ODM services, clients can customize PCB colors, modify heat spreader materials, adjust PMIC firmware profiles, and order specialized packaging. This flexibility helps brands quickly match their regional performance and marketing requirements.
Our ISO9001-certified manufacturing facility features state-of-the-art SMT (Surface Mount Technology) assembly lines, automated optical inspection (AOI) setups, and dedicated environmental testing chambers. Every production run undergoes multi-stage inspections, including raw material verification, SMT placement checking, and functional validation under typical system operating conditions.




By conducting 100% functional tests and thermal stress runs before shipping, we ensure that our hardware functions reliably from day one. These quality-control measures help clients reduce on-site debugging time and lower overall maintenance costs.
Operating a global data network requires compliance with diverse regional standards. Memvora products comply with key international directives—including CE, FCC, and RoHS—ensuring smooth customs clearance and regulatory alignment. We use eco-friendly packaging materials and follow strict anti-static handling procedures to protect electronic components throughout long-distance transit.
Whether routing shipments through primary shipping ports in Shenzhen, Shanghai, or Hong Kong, our logistics team coordinates with international carriers to provide real-time updates and secure, on-time delivery. We also offer active support post-shipment, including firmware updates, thermal engineering consults, and structured warranties, to keep your infrastructure running smoothly.
With over 14 years of design and manufacturing experience, our facility utilizes automated SMT lines and maintains strict quality control, led by 42 dedicated quality inspectors. We offer customization options for PCB configurations, DRAM profiles, and thermal designs, helping global clients match their precise technical requirements.
DDR5 memory modules support higher data frequencies (up to 5600MHz/6000MHz) and feature on-die ECC. The transition also shifts power management to a PMIC located directly on the module, which helps lower operating voltages, improve power efficiency, and maintain system stability during heavy workloads.
For processors operating at high thermal loads on platforms like LGA4677 or LGA4189, we recommend copper-base heatsinks paired with multi-heatpipe arrays or active liquid cooling blocks. These systems transfer heat away from the CPU, preventing thermal throttling and maintaining storage node uptime.
Every batch of our memory modules undergoes testing across major enterprise server chipsets, including platforms from Intel and AMD. We verify performance compatibility, latency timings, and overall stability to make sure modules operate correctly when installed in existing data infrastructure.
Production schedules vary based on order volume and custom design specifications. Generally, standard bulk orders are processed and prepared for shipping within 15 to 30 days. We coordinate logistics through key shipping hubs like Shenzhen or Hong Kong to ensure reliable transit times.