High-performance control units and thermal management modules engineered to sustain continuous-wave UVC emission systems across UK infrastructure.
The industrial landscape in the United Kingdom is witnessing a transformative shift toward solid-state ultraviolet (UV) disinfection technologies. Guided by the Minamata Convention on Mercury, which mandates the phasing out of traditional medium and low-pressure mercury vapor lamps, British municipal water operators, healthcare facilities, and manufacturing plants are accelerating their transition to Ultraviolet-C Light Emitting Diodes (UVC LEDs). Specifically focusing on wavelengths between 260nm and 280nm, these semiconductor devices disrupt the DNA/RNA of pathogens, offering chemical-free, energy-efficient disinfection.
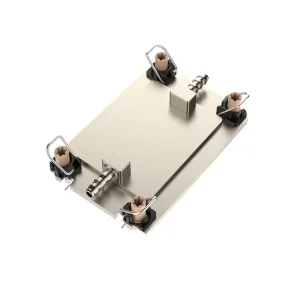
Operating a high-efficiency UVC system requires more than just the LED emitters. A major technical hurdle is thermal dissipation. Unlike mercury lamps, which radiate heat outward, UVC LEDs convert roughly 90-95% of electrical energy into heat at the junction point. Failure to dissipate this heat degrades optical power output and shortens device lifespan. High-power thermal solutions, including copper-base liquid coolers and aluminum substrate PCBs, serve as the backbone of durable UVC systems by ensuring that junction temperatures remain within stable parameters.
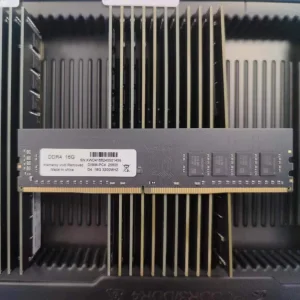
Under the UK’s WINEP framework, water utility companies across England and Wales are investing in decentralized disinfection infrastructure. Remote water storage facilities and small rural boreholes require low-maintenance, instant-on disinfection systems. Traditional mercury lamps require warm-up cycles and draw continuous power, whereas UVC LEDs operate instantly, facilitating flow-triggered disinfection. Managing these complex localized systems demands robust edge computing controllers, which are driven by high-reliability DDR4/DDR5 industrial-grade memory modules and low-latency motherboard platforms.
The National Health Service (NHS) has intensified its guidelines regarding Environmental Decontamination. In clinical settings, UVC disinfection robots and overhead air purification modules are deployed to eradicate Healthcare-Associated Infections (HCAIs) such as MRSA and Clostridioides difficile. High-power UVC arrays must deliver consistent dosage rates (measured in mJ/cm²). To guarantee continuous, reliable deployment, these smart medical UVC platforms rely on high-frequency aluminum substrate PCBs for trace isolation, combined with multi-channel cooling fans that prevent heat buildup in hospital wards.
How advanced manufacturing, material optimization, and rigorous testing methodologies ensure reliable thermal and control hardware for international markets.
Procuring raw electronics and thermal control elements for UVC LED integration requires balancing manufacturing agility with strict quality standards. Traditional sourcing models struggle with fluctuating material costs and long prototype turnaround times. By integrating Factory 4.0 automation, contemporary Chinese electronics hubs have transformed how high-frequency PCBs and high-capacity RAM modules are fabricated and verified.
Memvora Electronics Technology Co., Ltd. serves as an example of this integration. Utilizing advanced surface-mount technology (SMT), Automated Optical Inspection (AOI), and comprehensive in-circuit testing, we produce key components that support high-density industrial control arrays. With 126 professional engineers and a robust QA division, we focus on producing components that perform reliably in demanding operating environments.
Operating under strict Quality Management Systems, we ensure that every thermal sink, copper liquid cooler, and memory module undergoes rigorous evaluation. This includes signal integrity testing, high-temperature burn-in testing, and structural integrity analysis. This thorough verification process guarantees that when a UK systems integrator installs our components into a municipal water grid or a clinical air sterilization system, the hardware will operate reliably for years to come.
Real-world integration paths for UVC electronics across British municipal, commercial, and residential infrastructure.
Positioned at final-stage polish loops, high-power UVC LEDs neutralize chlorine-resistant pathogens like Cryptosporidium and Giardia. Our high-conductivity aluminum PCBs and high-capacity copper liquid blocks allow these arrays to run continuously without thermal throttling, maintaining safe water flow rates across regional utilities.
Integrated within commercial building air handling units (AHUs), in-duct UVC systems disinfect passing air. To prevent thermal buildup within ventilation ducts, these systems use multi-fan heatsinks and automated controllers driven by robust memory modules, ensuring consistent UVC dosage without risking building safety.
From ports in Dover to distribution hubs in the Midlands, food safety relies on clean cold storage. UVC LED arrays prevent mold and fungal growth on fresh produce. These arrays operate reliably in low temperatures when supported by specialized control boards that resist condensation and thermal cycling stress.
Addressing common technical inquiries from UK procurement officers, design engineers, and systems integrators.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every product undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.
Today, Memvora serves a diverse customer base including memory brands, computer manufacturers, industrial equipment suppliers, system integrators, distributors, wholesalers, and e-commerce retailers. Through continuous innovation, reliable quality, and customer-focused service, we are committed to becoming a trusted global partner for advanced DDR5 memory manufacturing and customized DRAM solutions.




Explore our full line of industrial memory modules, processor coolers, and core motherboard components designed for integration into smart control networks.