Explore our industrial-grade processing configurations, high-density DRAM architectures, and thermal management units designed for mission-critical applications.



The contemporary landscape of global enterprise networking and data transmission is undergoing a generational shift. With the expansion of 5G topologies, Edge Computing nodes, and Decentralized Artificial Intelligence (Edge AI) frameworks, the demands placed on underlying compute modules have moved beyond traditional parameters. Standard network processing pipelines no longer suffice; instead, modern operations rely on the orchestration of dense storage layouts, low-latency RAM buffers, and hyper-efficient thermal dissipation kits.
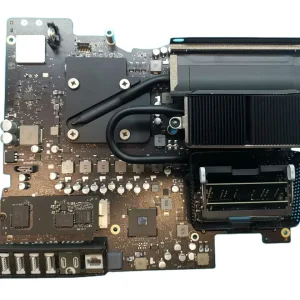
As a global OEM Networking Equipment supplier and hardware integrator, we recognize that the structural core of any network stack is defined by physical system synergy. When routers, switches, and network-attached storage (NAS) systems process gigabits of packets per second, memory bandwidth bottlenecks and high-power thermal loads become critical liabilities. Therefore, high-speed RAM and heat-mitigating hardware components must be engineered concurrently. From standard H81M-G configurations for foundational control panels to quad-core N100 systems executing containerized routing microservices, industrial-grade motherboard layout reliability is paramount to preventing packet drops and maximizing system uptime.




Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 memory modules, dedicated to delivering reliable memory solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡ (serving as our precision prototyping, testing, and system validation lab), we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory products to meet the evolving needs of gaming, AI computing, industrial automation, and enterprise servers.
"By integrating strict hardware validation pipelines with rapid prototyping capabilities, Memvora bridges the gap between raw silicon design and deployed computing systems."
How physical hardware architectures adapt to meet the demands of real-time multi-gigabit throughput and sub-millisecond compute loops.
As processor core counts multiply, memory bandwidth per core becomes a bottleneck. The migration from DDR4 (operating up to 3200MHz) to DDR5 leverages dual 32-bit subchannels, on-die ECC (Error Correction Code), and PMIC (Power Management Integrated Circuit) architectures directly on the module. This yields a 50% increase in data rate transfer while reducing overall operational voltage.
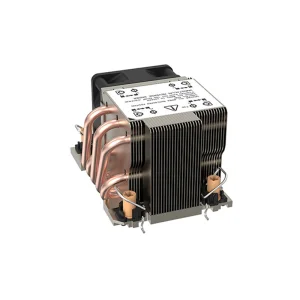
Modern processing units like the LGA4677 or LGA4926 sockets operate at high power profiles. Dissipating 300W of heat within a compact 2U server envelope requires precision-engineered copper bases, high-density aluminum fin arrays, and multi-composite vapor chambers or five-point heat pipes. This design prevents thermal throttling and maintains system integrity.
High-speed signal traces on networking boards (such as PCIe 4.0/5.0 pipelines, SATA 3.0 lines, and 2.5G Ethernet routing) are highly sensitive to electromagnetic interference (EMI). Our advanced PCB assembly (PCBA) uses controlled impedance, micro-via architecture, and multi-layer polyimide structures to ensure signal integrity across varied environmental conditions.
Hardware components are defined by their performance within specific operating environments. OEM partners require configurations optimized for targeted physical workloads. Below, we detail four macro-industry applications where Memvora products provide stable, high-performance computing foundations.
Modern solar energy infrastructures require real-time conversion and grid synchronization control. Photovoltaic inverters operate in harsh environments subject to high temperatures and electrical noise. By utilizing custom multi-layer PCBA manufacturing with strict component sourcing, we deliver control boards that withstand continuous thermal cycling. These designs incorporate robust electromagnetic shielding and high-reliability capacitors to guarantee a system lifespan exceeding 15 years in rugged outdoor deployments.
Localized data caching and containerization are shifting storage to the network edge. Mini-ITX motherboard systems configured with quad-core N100 processors, dual M.2 interfaces, and 12 SATA ports provide a compact platform for micro-servers. When paired with high-performance ECC memory modules, these systems act as reliable local NAS controllers, retail cache nodes, or traffic management terminals for logistics warehouses.
In corporate data hubs, virtualization efficiency depends on CPU performance, RAM capacity, and cooling capacity. Using motherboards like the B250 series alongside high-density 16GB and 32GB RAM arrays (specifically configured for high speed and low latency) allows systems to handle multiple virtual machine instances. 2U CPU coolers with 300W heat-dissipation ratings maintain safe, stable CPU temperatures during peak processing demands.
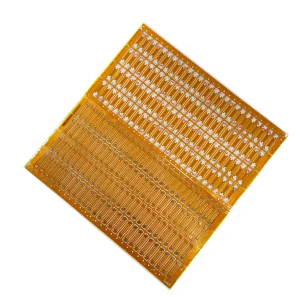
Device designs are increasingly space-constrained, requiring compact interconnections. Flex-PCB (FPC) keyboards and key-modules use polyimide substrates to maintain electrical connections in dynamic, bending use cases. From medical control screens to custom consumer devices, these flexible circuits deliver reliable performance where rigid PCB boards cannot fit.
At Memvora, quality is the foundation of our engineering process. Every component undergoes rigorous physical and electrical verification testing before shipping to global OEM partners. This approach minimizes defect rates and ensures compatibility with standard platforms.
We offer flexible design options to meet specialized market and branding requirements:
Key information regarding architectural parameters, product life-cycles, and design customizations for network equipment sourcing.
Memvora memory modules utilize high-quality DRAM chips sourced from Tier-1 silicon fabs. We perform comprehensive burn-in and compatibility testing under thermal loads, verifying signal integrity and timing margins to ensure stability in 24/7 server environments. For enterprise workloads, our ECC (Error Correction Code) options identify and correct single-bit data errors, preventing crashes and system downtime.
Our custom N100 and N5095 motherboard layouts use PCIe lane switching and dedicated SATA controller hubs. By routing native high-speed PCIe lanes to dual Intel 2.5G/Gigabit NICs and auxiliary storage controllers, the board provides high storage density and network throughput without bus bottlenecks. This design is ideal for compact edge server arrays and local NAS builds.
Our 2U coolers feature five composite copper heat pipes paired with stacked aluminum cooling fins. The cooler base is precision-milled to ensure flat contact with the processor heat spreader, minimizing thermal impedance. The assembly is designed to maintain CPU package temperatures within safe operating limits at up to 300W TDP, under a standard 2U chassis airflow profile.
Yes. We develop and assemble specialized PCBAs for power control, including photovoltaic inverters. Our services cover layout design, component sourcing, SMT assembly, wave soldering, and quality inspection. We configure boards with heavy copper layers and isolation structures to handle high currents and prevent voltage breakdown, ensuring reliable performance in harsh conditions.
We provide full customization, including custom PCB colors, heat spreader designs, and tailored firmware (SPD) settings to ensure compatibility with proprietary hardware. We also offer private label branding and custom packaging options for system integrators, retailers, and distributors.
Browse our selection of enterprise memory modules, specialized cooling systems, and custom component assemblies.