

In the rapidly advancing landscape of global automation, the demand for highly reliable, CE-certified robotics hardware components has reached unprecedented levels. Modern robotic units—ranging from autonomous mobile robots (AMRs) in warehouses to multi-axis collaborative arms in precision automotive assembly lines—are essentially mobile edge computing servers. The mechanical joints, actuators, and sensor arrays of these machines rely completely on robust motherboard architectures, high-bandwidth DRAM modules, thermal management heatsinks, and custom driver PCB assemblies (PCBAs) to maintain uninterrupted operational capability.
As a premier B2B manufacturer and exporter of electronics, Memvora Electronics Technology Co., Ltd. stands at the intersection of computing technology and mechanical execution. Founded in 2017, we specialize in high-capacity, low-latency DRAM modules (including advanced DDR4 and next-generation DDR5 series), high-power industrial heatsinks, server cooling loops, and complex PCBAs tailored for industrial robotics controllers. Complying with rigorous CE directives, our components act as the central processing memory, structural cooling, and signal-routing systems inside modern machinery.
The global robotics market is experiencing structural transformations. Driven by acute labor shortages, the rise of localized manufacturing hubs, and the rapid deployment of Machine Learning models to the factory floor, robotic brains require massive throughput and immediate response times.
A key bottleneck in this B2B supply chain is finding electronics components capable of surviving intense physical shock, continuous vibration, dust exposure, and localized thermal loads. Standard consumer-grade memory and motherboards degrade rapidly under these conditions. B2B purchasing agents now mandate industrial-grade DDR4 and DDR5 modules with ECC (Error-Correcting Code) functionality, high-efficiency heat pipes or liquid cooling blocks capable of dissipating up to 400W of heat from dense multi-axis control boards, and multi-layered PCBAs built with premium composite laminates to ensure system integrity.
For enterprise clients in the European Union and associated economic zones, importing components that lack certified safety compliance is a high-liability risk. CE marking is not merely a formality; it signifies that the components comply with the Electromagnetic Compatibility (EMC) Directive (2014/30/EU), the Low Voltage Directive (LVD) (2014/35/EU), and the Restriction of Hazardous Substances (RoHS) standard.
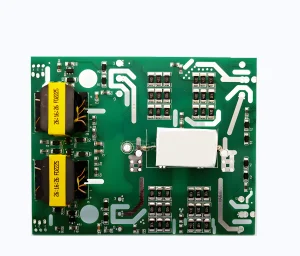
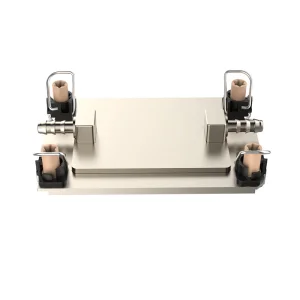
Memvora’s production facility strictly tests each component against these framework requirements. Whether it is our 2U CPU server heatsinks constructed with composite copper-aluminum thermal structures or custom photovoltaic and driver boards, every item passes through rigorous electromagnetic emissions audits and static discharge evaluations.
Located in the heart of the global electronics cluster, Memvora leverages an established network of 1,280+ raw material, IC chip, and copper alloy suppliers. This allows us to source raw materials, execute custom PCB plating, and perform micro-welding prototypes in a fraction of standard lead times.
With 42 full-time quality inspectors, our facility implements an exhaustive testing pipeline. Our components undergo 100% functional testing, thermal burn-in, physical vibration testing, and precise signal integrity diagnostics to ensure long-term stability in abrasive factory environments.
We provide full-spectrum OEM and ODM customization services. B2B partners can adjust physical heatsink footprints, optimize memory module firmware to match custom controller BIOS, change PCB color-coding, or implement proprietary thermal backplates.
Every industrial setting imposes a unique set of stresses on system hardware. By analyzing typical deployment sites, Memvora engineers have optimized our components to deliver maximum reliability where it counts:
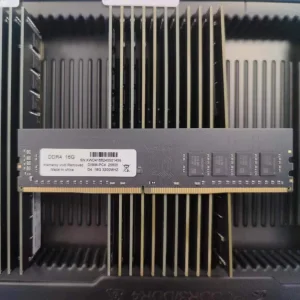
In modern e-commerce logistics centers, hundreds of AGVs operate simultaneously under constant start-stop acceleration curves. The embedded motherboards (such as the H311M-G or specialized server chips) running these automated carts face constant physical vibration. Standard RAM slots can experience signal degradation. Our industrial ECC memory modules are manufactured with reinforced gold fingers and high-retention slot mechanisms, preventing data drops.
Cobots operating next to human technicians require sub-millisecond reaction times for safety compliance. This means processing complex spatial equations and sensory inputs on the machine itself (Edge Computing). Using high-frequency 16GB or 32GB RAM module configurations directly speeds up CPU cycle times. Furthermore, the controllers driving these cobots run continuously, requiring low-profile high-power coolers like our 2U 300W server heatsinks to avoid thermal throttling.
Outdoor automation installations, such as tracking arrays in solar power farms, are exposed to extreme temperature variations. Custom PCBA fabrications, like our photovoltaic inverter PCB assemblies, are built using specialized conformal coatings that resist moisture, high dust loads, and thermal stress from intense sunlight.
Founded in 2017, Memvora Electronics Technology Co., Ltd. is a professional manufacturer specializing in high-performance DDR5 and DDR4 memory modules, dedicated to delivering reliable memory and thermal solutions for consumer, industrial, enterprise, and embedded applications worldwide. With a modern manufacturing facility covering 386㎡, we combine advanced production equipment, strict quality management, and experienced engineering expertise to provide stable, high-speed memory products for global OEM and ODM partners.
Since entering the international B2B market, Memvora has accumulated 7 years of export experience, serving customers across North America, Europe, Southeast Asia, the Middle East, and South America. Our annual export revenue exceeds US$18.6 million, supported by a strong global supply chain and long-term partnerships with more than 1,280 component suppliers and business partners.
With 14 years of collective industry experience, our team continuously invests in technology innovation and product development. Our R&D department consists of 126 professional engineers who focus on developing next-generation DDR5 memory solutions with higher speed, lower latency, and enhanced reliability. Last year alone, we successfully launched 86 new memory and thermal dissipation products to meet the evolving needs of AI computing, industrial automation, and enterprise servers.
Quality is the foundation of everything we do. Every component undergoes 100% functional testing, burn-in testing, compatibility testing, signal integrity testing, and aging tests before shipment. Our dedicated quality control team of 42 inspectors ensures every memory module and thermal sink meets rigorous international quality standards and delivers long-term stable performance.
Memvora provides flexible OEM, ODM, private label, custom capacity, PCB color, heat spreader design, firmware optimization, and packaging customization services to meet different market requirements. Backed by a responsive engineering team and efficient production management, we help customers shorten development cycles and accelerate product launches.




When procurement managers and system architects evaluate vendors, they search for specifications that secure their systems for 5 to 10-year life cycles. The major technology movements currently defining B2B robotics purchasing include: